Presso i nostri clienti

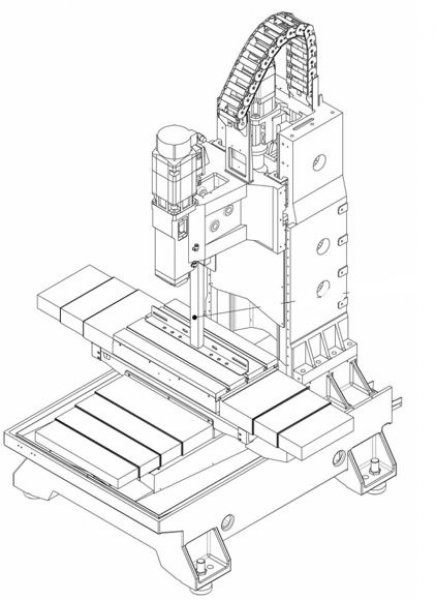
IL BASAMENTO E LA COLONNA
Il basamento e la colonna sono costruiti in un’unica fusione di ghisa con nervature sovradimensionate capaci di sopportare le sollecitazioni più gravose. La geometria del basamento è stata realizzata per favorire sia l’evacuazione dei trucioli, come pure l’accessibilità alla macchina da parte dell’operatore. Il basamento e la colonna sono progettati e disegnati secondo l’applicazione del sistema di analisi e progettazione (FEM). Utilizzando questo sistema il computer determina lo spessore e la dislocazione delle nervature interne. Oltre alla notevole stabilità, il corpo del basamento e della colonna sono tali da garantire anche un altissimo livello di finitura su qualsiasi materiale di lavoro. Sul basamento sono ricavate le guide lineari per il movimento trasversale della slitta a croce (asse Y) e della tavola portapezzi (asse X). Sulla colonna sono ricavate le guide lineari per il movimento verticale della linea mandrino (asse Z).
SLITTA A CROCE E TAVOLA PORTAPEZZI
Anche la slitta a croce e la tavola porta pezzi sono costruiti in un’unica fusione di ghisa. La slitta presenta nella parte inferiore i pattini per lo scorrimento sulle guide del basamento (asse Y), e nella parte superiore i pattini per lo scorrimento sulle guide della tavola portapezzi (asse X). La tavola portapezzi ha nella parte superiore una serie di scanalature a “T” per il fissaggio dei pezzi o delle attrezzature. Sia la superficie della tavola che le scanalature sono rettificate.
LE GUIDE
I tre movimenti principali della macchina (X, Y, Z) sono tutti su guide lineari a ricircolo di rulli in acciaio delle migliori marche. Un efficiente sistema di lubrificazione forzata automatico temporizzato garantisce una costante lubrificazione su tutte le superfici di contatto. Le dimensioni delle guide sono tali da rendere molto bassa la pressione specifica anche sotto carichi e sollecitazioni di lavoro molto gravose.
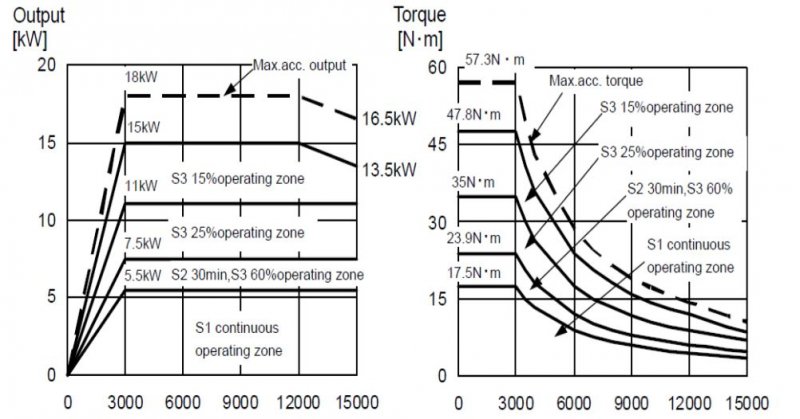
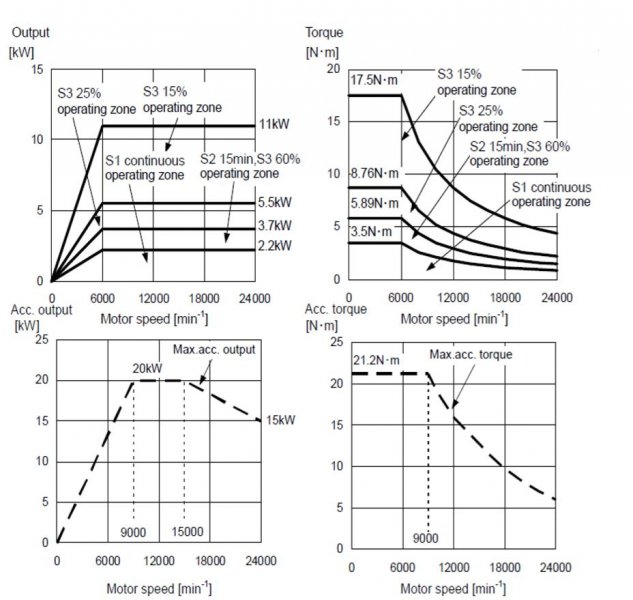
LINEA MANDRINO
Ha una struttura monolitica in ghisa. La struttura è “termicamente simmetrica” per limitare gli effetti delle eventuali escursioni termiche che si dovessero generare. Un efficiente impianto di raffreddamento con unità frigo esterna mantiene la temperatura costante. La trasmissione del moto avviene mediante mandrino in linea diretta. Le velocità di rotazione standard è di 10.000-15.000-24.000rpm.
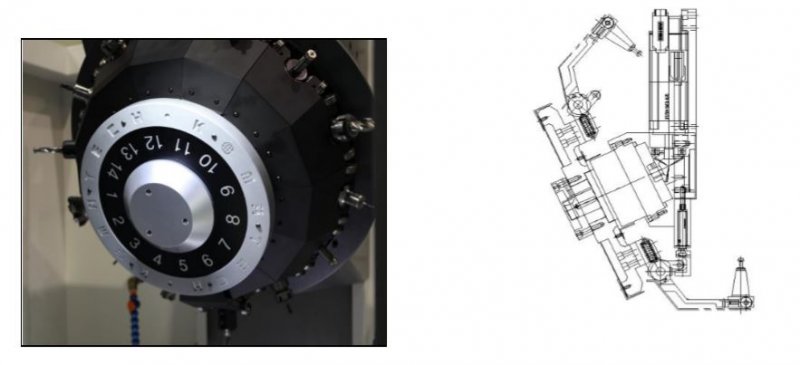
CAMBIO UTENSILI A STELLA
l sistema di cambio automatico degli utensili è costituito da un magazzino del tipo “a stella” posizionato nella colonna della macchina. La capienza standard del magazzino è di 14 posti. Opzionale possiamo avere anche il 21 posti. Questo tipo di cambio utensile permette di effettuare il cambio utensile velocemente senza l’ausilio del braccio scambiatore; sono necessari solo 1,08 sec. (Tool to Tool) per effettuarlo.
IMPIANTO DI REFRIGERAZIONE UTENSILI
E’ completo di vasca di raccolta molto capiente, pompa e tubazioni per la refrigerazione del mandrino e la pulizia della macchina. A richiesta il sistema viene dotato di pompe supplementari ad alta pressione per il passaggio dell’acqua attraverso il mandrino e sistemi per il recupero di olio esausto in vasca per scongiurare l’inquinamento delle emulsioni.
IMPIANTO ELETTRICO ELETTRONICO
L’impianto, integrato con il CNC della macchina, è completo di armadio a tenuta stagna. Tutti i comandi nonché l’unità di governo, sono piazzati nella parte anteriore, mentre l’armadio elettrico è collocato nella parte posteriore della macchina.
IMPIANTO LUBRIFICAZIONE AUTOMATICA
Comprende la centraline di lubrificazione, dotata di un temporizzatore e una serie di dosatori per la lubrificazione automatica di: guide di scorrimento - viti a ricircolo di sfere - cuscinetti. Un segnalatore acustico ci avverte se il livello ha raggiunto il minimo consentito pur continuando a lubrificare. A garanzia che il sistema sia perfettamente funzionante ci sono dei pressostati che misurano la pressione nel circuito che solo quando la pressione impostata è stata raggiunta rilascia il liquido; se questo non avviene a causa di perdite scaturisce un allarme. La struttura del basamento è stata realizzata per il recupero della maggior parte di olio esausto in una apposita vaschetta.
IMPIANTO PNEUMATICO
Completo di gruppo filtro, riduttore, lubrificatore, elettrovalvole. Lo stesso alimenta i dispositivi di pulizia del cono di attacco utensile sul mandrino ed i soffiatori contro l’ingresso di corpi estranei nel mandrino stesso.
C.F. e P.iva 04801780281
SDI J6URRTW
info@vimak.it
0429.778060 - 0429.763525