


Presso i nostri clienti
IL BASAMENTO E LA COLONNA
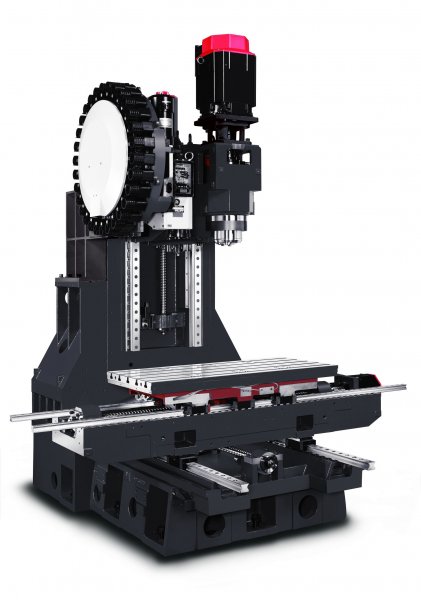
Il basamento e la colonna sono costruiti in un’unica fusione di ghisa Meehanite ® con nervature sovradimensionate capaci di sopportare le sollecitazioni più gravose. Questi vengono sottoposti a trattamento di stabilizzazione all’aperto per un periodo minimo di 6 mesi, permettendo di eliminare le tensioni interne residue; la geometria del basamento è stata realizzata per favorire sia l’evacuazione dei trucioli, come pure l’accessibilità alla macchina da parte dell’operatore. Il basamento e la colonna sono progettati e disegnati secondo l’applicazione del sistema di analisi e progettazione (FEA). Utilizzando questo sistema il computer determina lo spessore e la dislocazione delle nervature interne. Oltre alla notevole stabilità, il corpo del basamento e della colonna sono tali da garantire anche un altissimo livello di finitura su qualsiasi materiale di lavoro. Sul basamento sono ricavate le guide lineari per il movimento trasversale della slitta a croce (asse Y) e della tavola portapezzi (asse X), e le 2 coclee di evacuazione dei trucioli. Sulla colonna sono ricavate le guide lineari per il movimento verticale della linea mandrino (asse Z).
SLITTA A CROCE E TAVOLA PORTAPEZZI
Anche la slitta a croce e la tavola porta pezzi sono costruiti in un’unica fusione di ghisa Meehanite ®. La slitta presenta nella parte inferiore i 4 pattini per lo scorrimento sulle guide del basamento (asse Y), e nella parte superiore i 6 pattini per lo scorrimento sulle guide della tavola portapezzi (asse X). La tavola portapezzi ha nella parte superiore una serie di scanalature a “T” per il fissaggio dei pezzi o delle attrezzature. Sia la superficie della tavola che le scanalature sono rettificate.
LE GUIDE
I tre movimenti principali della macchina (X, Y, Z) sono tutti su guide lineari a ricircolo di rulli in acciaio delle migliori marche. Un efficiente sistema di lubrificazione forzata automatico temporizzato garantisce una costante lubrificazione su tutte le superfici di contatto. Le dimensioni delle guide sono tali da rendere molto bassa la pressione specifica anche sotto carichi e sollecitazioni di lavoro molto gravose.
LINEA MANDRINO
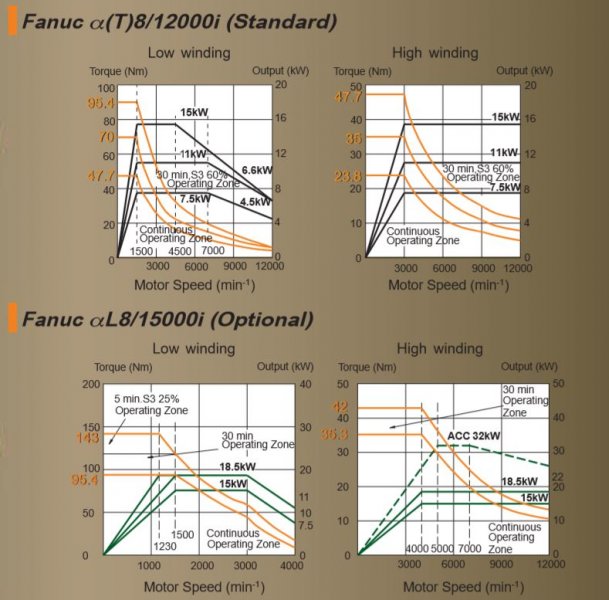
Ha una struttura monolitica in ghisa Meehanite ®. La struttura è “termicamente simmetrica” per limitare gli effetti delle eventuali escursioni termiche che si dovessero generare. Un efficiente impianto di raffreddamento con unità frigo esterna mantiene la temperatura costante. La struttura della linea mandrino presenta nella parte posteriore i 4 pattini per lo scorrimento sulla colonna (asse Z). La trasmissione del moto avviene mediante mandrino in linea diretta con cambio gamma elettronico; come opzione è possibile montare elettromandrino. Le velocità di rotazione standard sono a 12.000 o 15.000rpm; opzionale è possibile montare anche un elettromandrino a 20.000 o 24.000rpm. Standard viene montato un motore Fanuc αT8 (11-15kW); è possibile montare anche un motore più potente Fanuc αL8 (15-18,5kW).
CAMBIO UTENSILI
Il sistema di cambio automatico degli utensili è costituito da un magazzino del tipo “a catena” posizionato al lato destro della colonna e da un braccio scambiatore a doppia presa. La capienza standard del magazzino è di 30 posti. Opzionale possiamo avere anche il 40 e il 48 posti. Il magazzino utensili è completamente coperto, mediante un sportello pneumatico che si apre e chiude permettendo al braccio di eseguire lo scambio evitando pertanto l’ingresso dei trucioli e dello sporco. Il braccio scambiatore è costruito secondo concezioni di notevole robustezza ed affidabilità nel tempo. La selezione dell’utensile del tipo “Random” bidirezionale, con ricerca dell’utensile secondo il tragitto più breve, permette una veloce preselezione durante la lavorazione, quindi un tempo mascherato. Il cambio utensile è molto veloce, sono necessari solo 2.3 sec. (Tool to Tool) per effettuarlo.

CONVOGLIATORE TRUCIOLI (OPZIONALE)
E’ del tipo incernierato, con lo scarico posizionato al lato sinistro della macchina (vedendola frontalmente); a richiesta è possibile posizionarlo nel lato opposto. La sua manutenzione e pulizia è estremamente semplice e veloce, estraendolo dal davanti della macchina Le dimensioni del tappeto sono state dimensionate per una lunga durata pur dovendo evacuare una grande quantità di truciolo di acciaio o altro materiale. In dotazione è compreso anche il carrello raccogli-trucioli.
IMPIANTO DI REFRIGERAZIONE UTENSILI
E’ completo di vasca di raccolta molto capiente capace di raccogliere fino a 300L, pompa e tubazioni per la refrigerazione del mandrino e la pulizia della macchina. A richiesta il sistema viene dotato di pompe supplementari ad alta pressione per il passaggio dell’acqua attraverso il mandrino e sistemi per il recupero di olio esausto in vasca per scongiurare l’inquinamento delle emulsioni.
IMPIANTO ELETTRICO ELETTRONICO
L’impianto, integrato con il CNC della macchina, è completo di armadio a tenuta stagna. Tutti i comandi nonché l’unità di governo, sono piazzati nella parte anteriore, mentre l’armadio elettrico è collocato nella parte posteriore della macchina. Un efficace impianto di condizionamento garantisce che all’interno dell’armadio elettrico la temperatura di esercizio sia controllata e costante per evitare che le componenti elettroniche utilizzate possano danneggiarsi, soprattutto nelle stagioni più calde.
IMPIANTO PNEUMATICO
Completo di gruppo filtro, riduttore, lubrificatore, elettrovalvole. Lo stesso alimenta i dispositivi di pulizia del cono di attacco utensile sul mandrino ed i soffiatori contro l’ingresso di corpi estranei nel mandrino stesso.
C.F. e P.iva 04801780281
SDI J6URRTW
info@vimak.it
0429.778060 - 0429.763525